






















 视频号
视频号
 微信公众号
微信公众号


 国内热线
国内热线
13617058788
万申智能是一家专注于制药、食品等大健康产业装备及信息系统研发、制造、销售、服务于一体的国家高新技术企业,为全球客户提供固体制剂、原料药、粉体处理自动化产线及数字化工厂整体解决方案,已服务国内超1000家用户,并出口欧美、独联体、中东、东南亚等全球40余个国家和地区。

万申智能秉承为人类大健康产业服务的使命,坚持创新驱动,不断超越,致力成为国际一流大健康产业装备集团。
荣获国家高新技术企业、国家专精特新小巨人企业、国家知识产权优势企业、江西省智能制造标杆企业、江西省首台(套)重大装备、江西省名牌产品、江西省科技发明奖、中国制药装备行业协会技术创新奖、宜春市优秀科技企业、宜春市高新技术企业会长单位等诸多荣誉。
2010年9月7日公司注册成立
2013年制粒线获国家发明专利
2015年国家高新技术企业
2020年国家科技部重点研发专项
2021年国家专精特新小巨人企业
2023年工业互联网500强


了解万申智能最新品牌动态,让公共视讯更精彩

万申智能秉承“以奋斗者为本”的理念,致力于营造积极向上的组织环境,培养和激励人才。

万申智能提供优厚薪资、全面福利、多样激励及成长空间,助力员工实现职业理想和人生价值。
万申智能园区静谧优雅,融合了现代设计与人文关怀,配备了先进的办公设施,同时设有休闲区、健身房、阅览室等多功能空间,打造一个理想的工作环境。

国内业务中心
0086-795-2197988 0086-13617058788
国际业务中心
0086-795-2196639 0086-15207950627
售后服务中心
0086-795-2037036 0086-15179576893
有任何疑问和建议,随时欢迎您的反馈。我们承诺及时响应,倾听您的声音,满足您的需求,共同促进沟通与进步。


数字化信息管理平台把各工艺设备和公用系统进行集成,将设备运行数据、生产数 据、能源数据、环境数据等统一采集到实时数据库中,通过数据进行分析、处理、 优化,使得整个生产过程可视化、数据化并形成集中的电子批记录,实现企业信息 化、数字化、智能化管理。
数据采集
通过网关和工业互联网平台,实现数据实时采集与汇聚,为生产监控与生产执行提供数据基础。
生产监控
实时了解加工现场信息,对生产决策作出快速响应。
电子记录
保证记录的真实性、准确性和一致性,能够对修改进行跟踪与查询。
数据报表
提供个性化定制报表,提高企业管理效率。
接入第三方平台
能接入原有erp、mes、pdm、lims等系统,避免信息孤岛。
Pc、App、大屏可视化
通过多种平台为不同管理者提供所需信息,满足客制化需求。
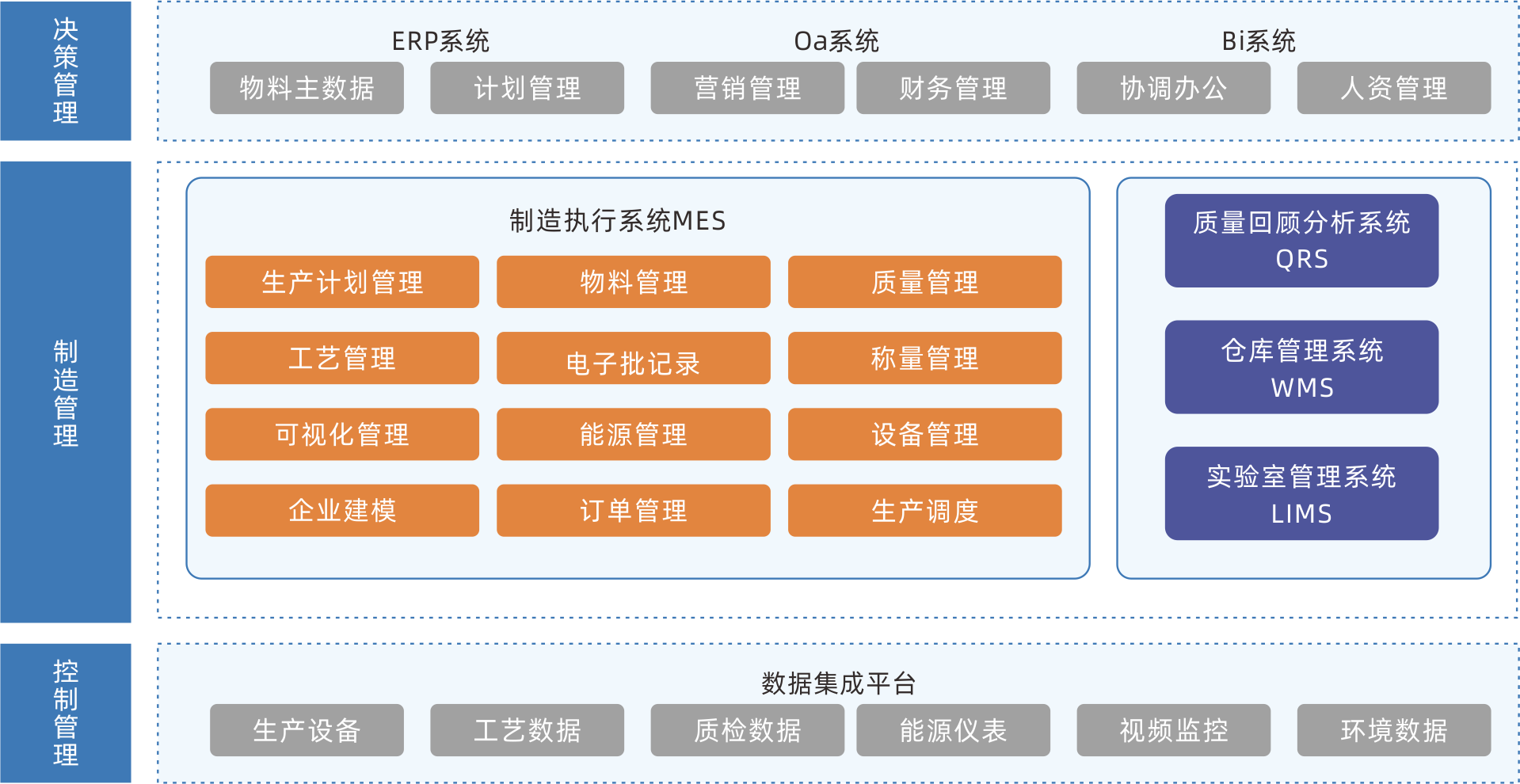
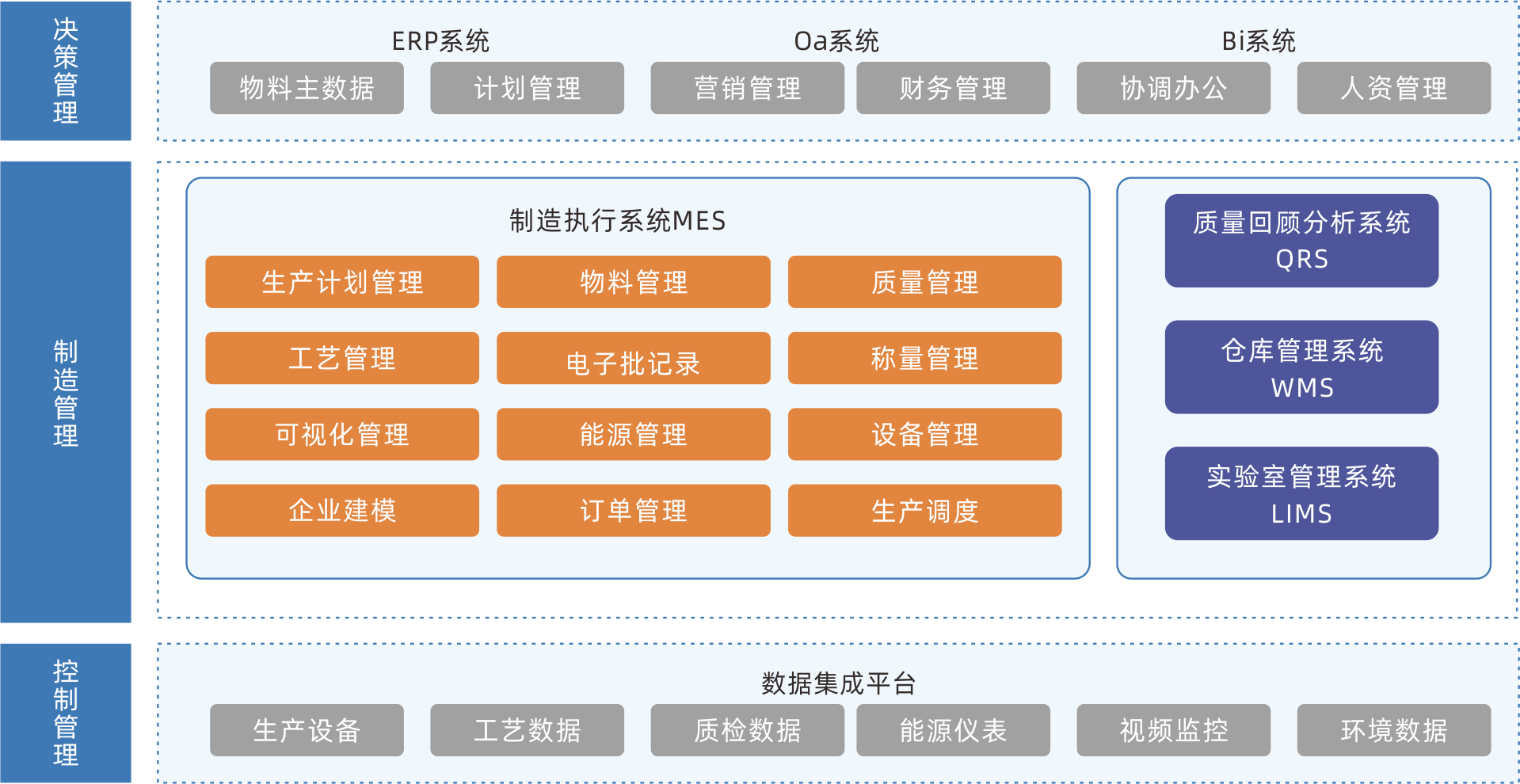
MES是面向制造全过程执行层的生产信息管理系统,把企业资源管理与车间作业现场控制连接起来,将真正成为企业的生产指挥中心、生产协作平台。系统涵盖物料管理、配方管理、计划排程管理、生产调度管理、库存管理、质量管理、成本管理,数据分析分解等管理模块,为企业打造一个扎实、可靠、可行的制造协同管理平台。
持续优化生产过程,降低生产成本,缩短交货周期,提高产能
对生产线、工艺、生产物料、产能等信息进行信息化管理,帮助企业实现精益化生产制造的目标。
有效防止信息失真
采用透明化的生产监控技术,使得生产过程全程可控,促进生产计划的调整,防止信息失真,保证生产信息的即时性与准确性。
为智能排产提供基础数据支持
能够实时掌握生产过程中的所有信息,为后续升级的智能化排产做准备。
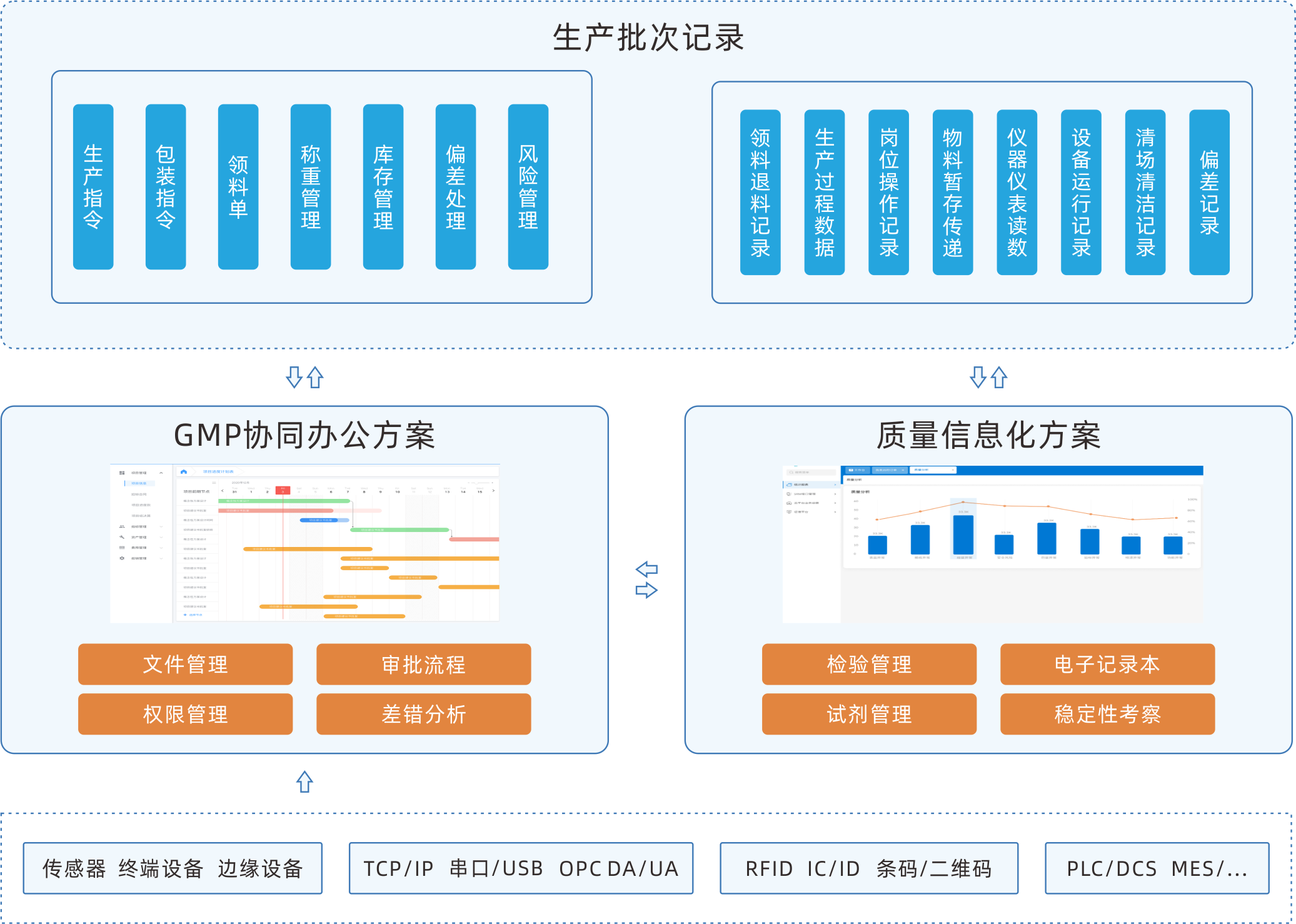
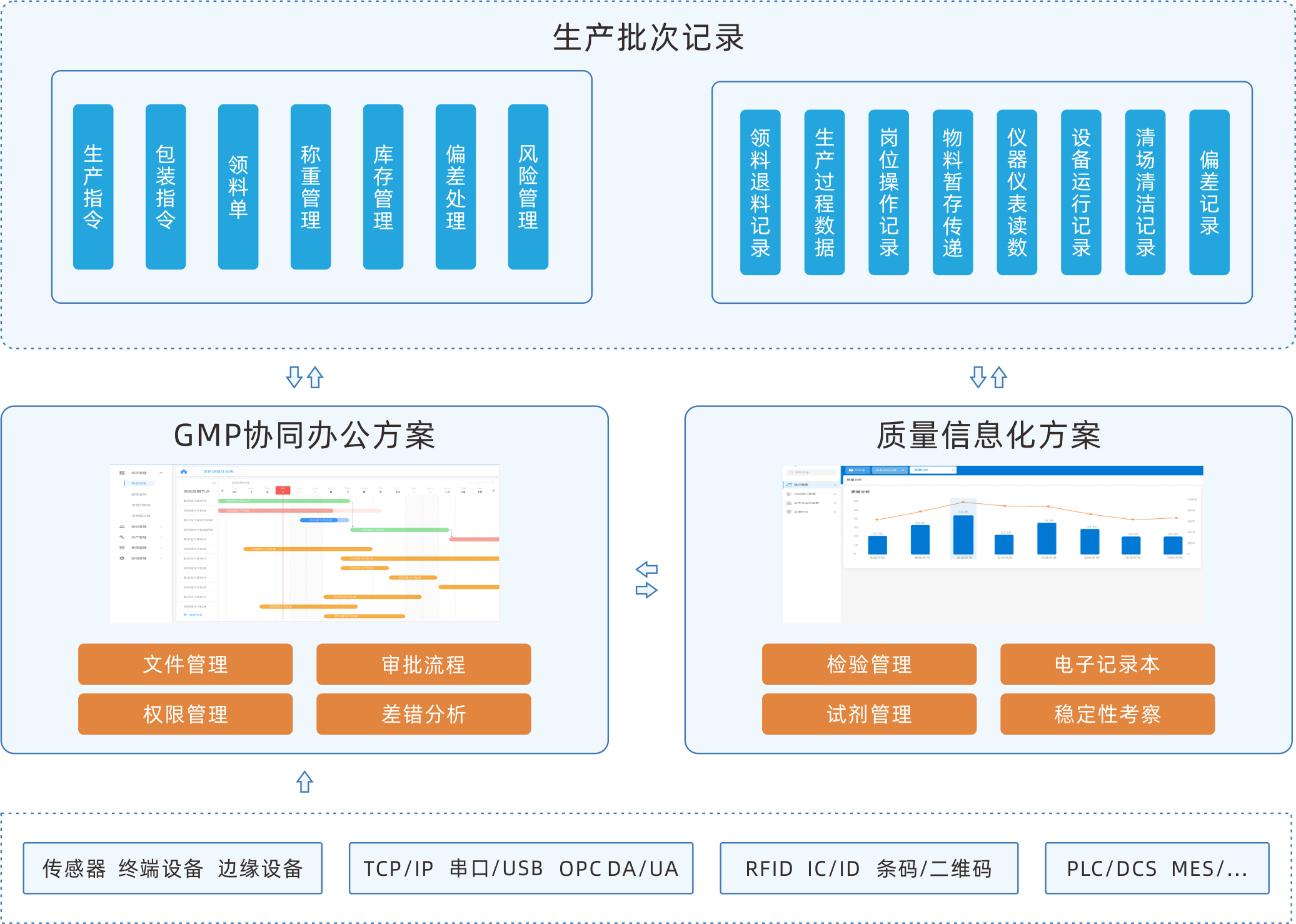
EBR软件可按照生产的标准操作流程执行电子程序,将设备、环境等的实时数据作 为更加全面的补充增加进批记录中,将药品生产全过程中涉及到的各环节数据进行 采集、汇总、分类、整理,将批生产记录、批包装记录、批检验记录整合成为真 实、完整、准确、安全、高效的记录,可实现生产车间内的无纸化生产。
协同整合的系统
除了单独部署之外,可以作为一个完整MES的单独模块,与其他模块和第三方系统进行数据交互。
高效的操作流程
自动显示每台设备所需的所有文件和图纸的批准版本,以及每道工序的操作SOP。自动记录已经完成提作的用户,并提供电子签名,以加速签名流程。
设备数据采集
自动采集PLC/SCADA系统数据,将它们自动录入批记录,节省宝贵时间,确保100%的准确性。
自动工作流
预设的工作流程,保证电子批记录放行工作的有序开展,消息提醒和自动审批推送。
实时跟踪与异常报警
实时监控电子批记录数据的采集和填写情况,通过设定标准的工艺参数与采集或者填写的参数进行实时校验。数据异常时,可以按照设定的规则,自动生成异常信息,生产和质量人员可以实时对异常进行偏差分析与评估。
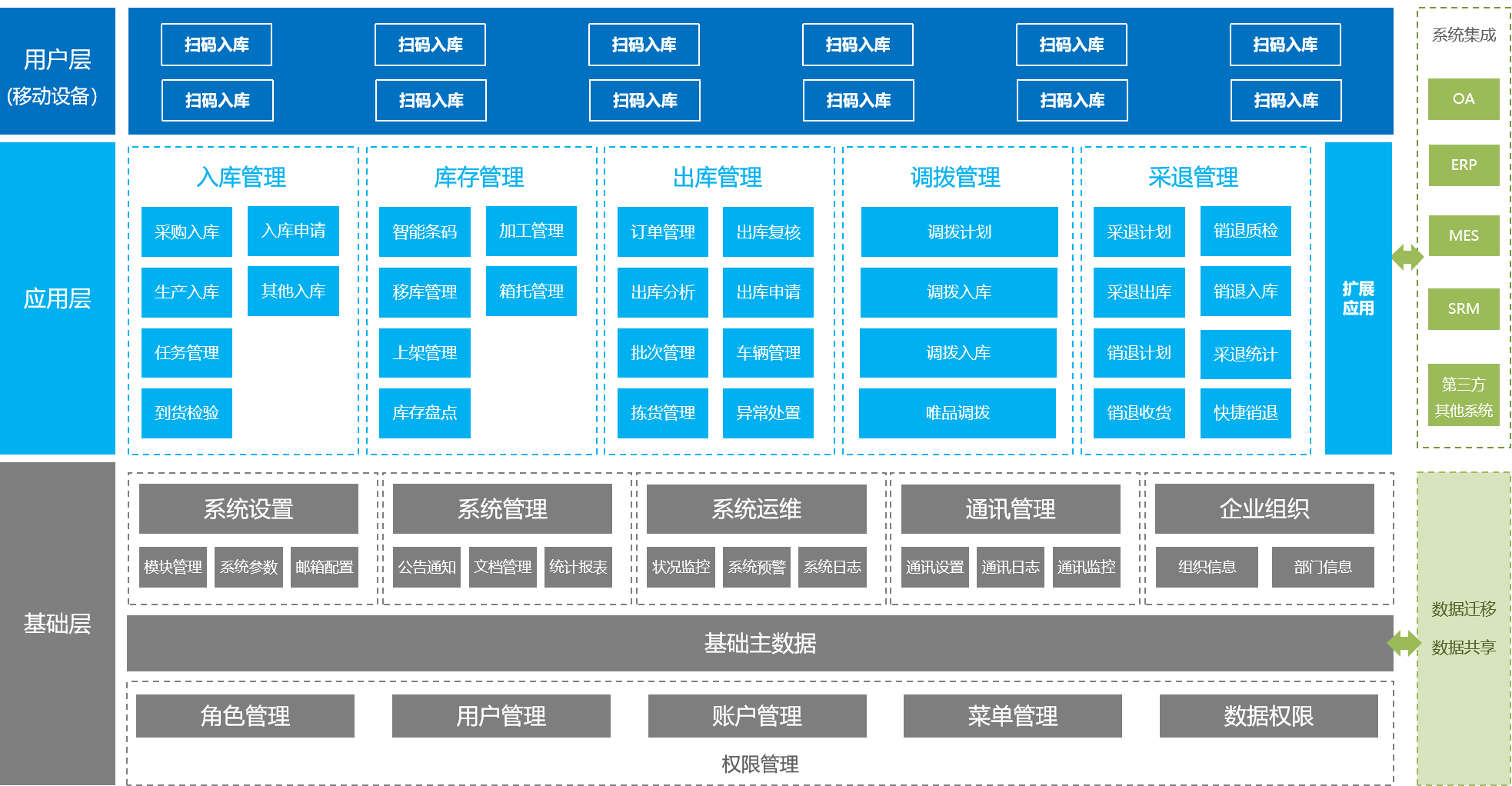
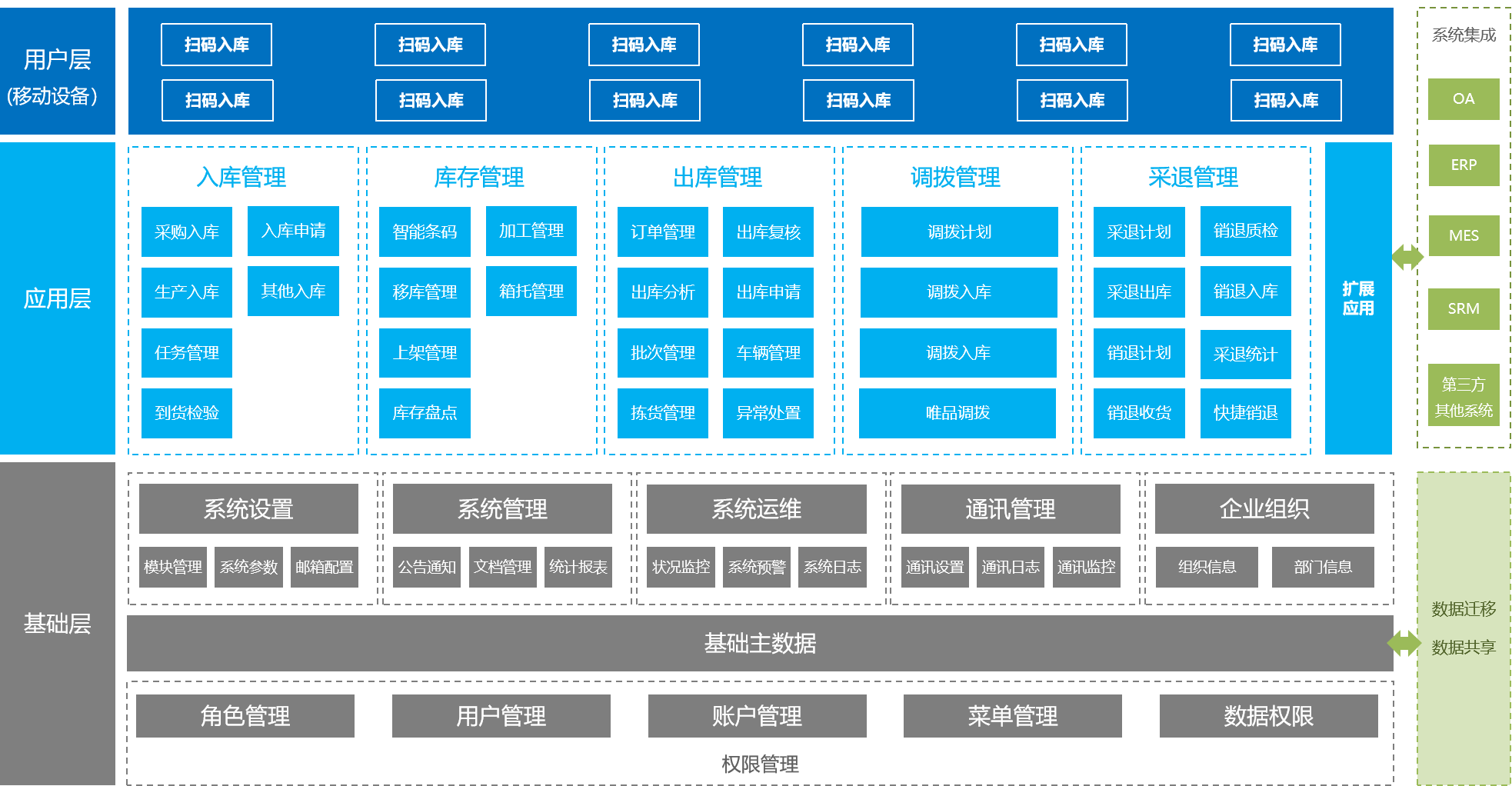
WMS仓储管理系统是对仓库更精细化管理的系统,有效控制并跟踪仓库业务的物流和成本管理全过程,实现完善的企业仓储信息管理。
提高库存空间利用率
通过各环节实时数据采集、分析,帮助管理者做出科学决断,提高仓库管理水平,提高库存准确率,降低库存成本。
有效防止信息失真
优化作业路径,指导作业方法,合理降低物流作业成本。
为智能排产提供基础数据支持
利用移动端的便捷处理、智能化信息技术,降低对仓库员工经验能力的要求,有效隐低劳动力成本。
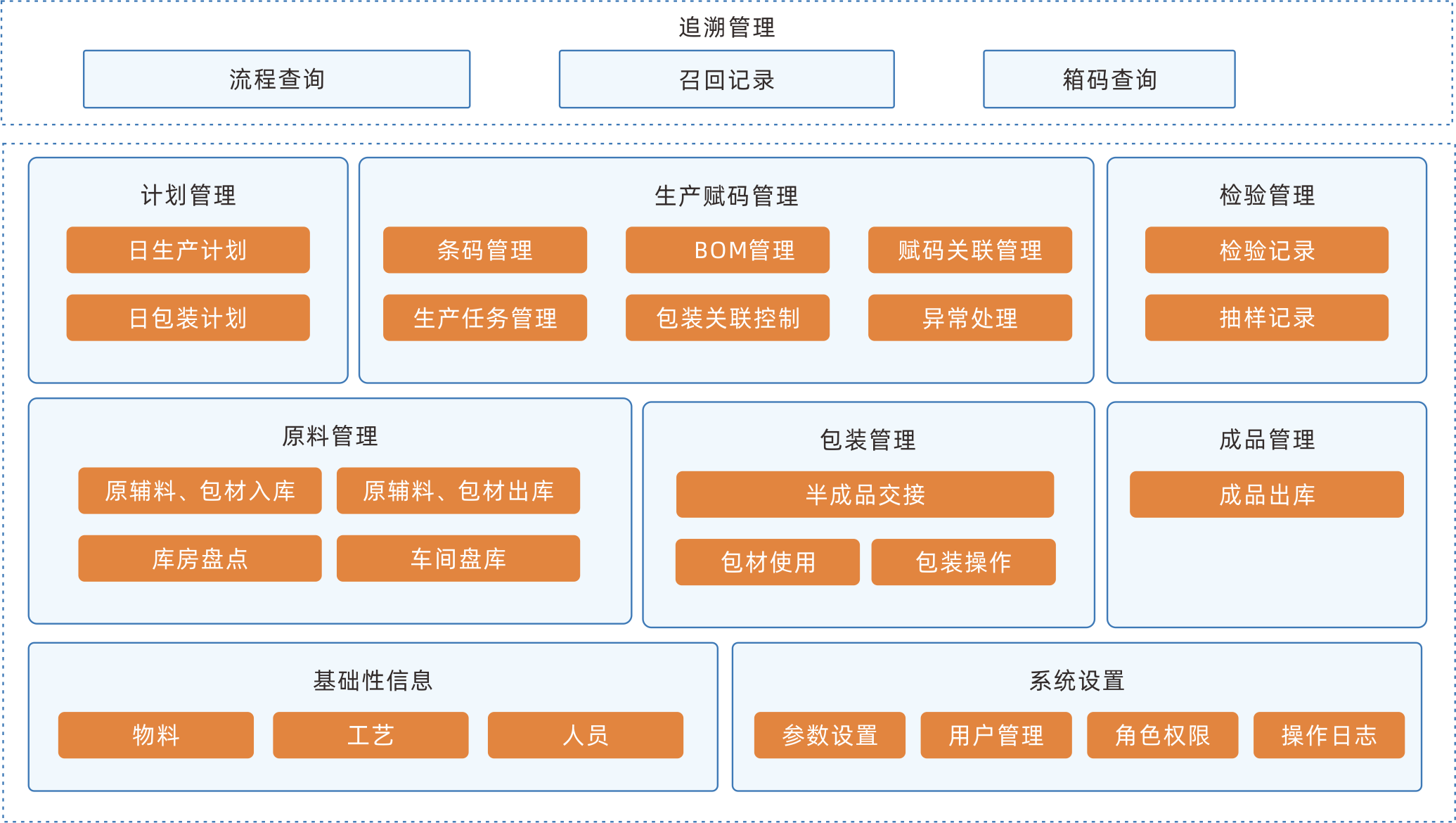
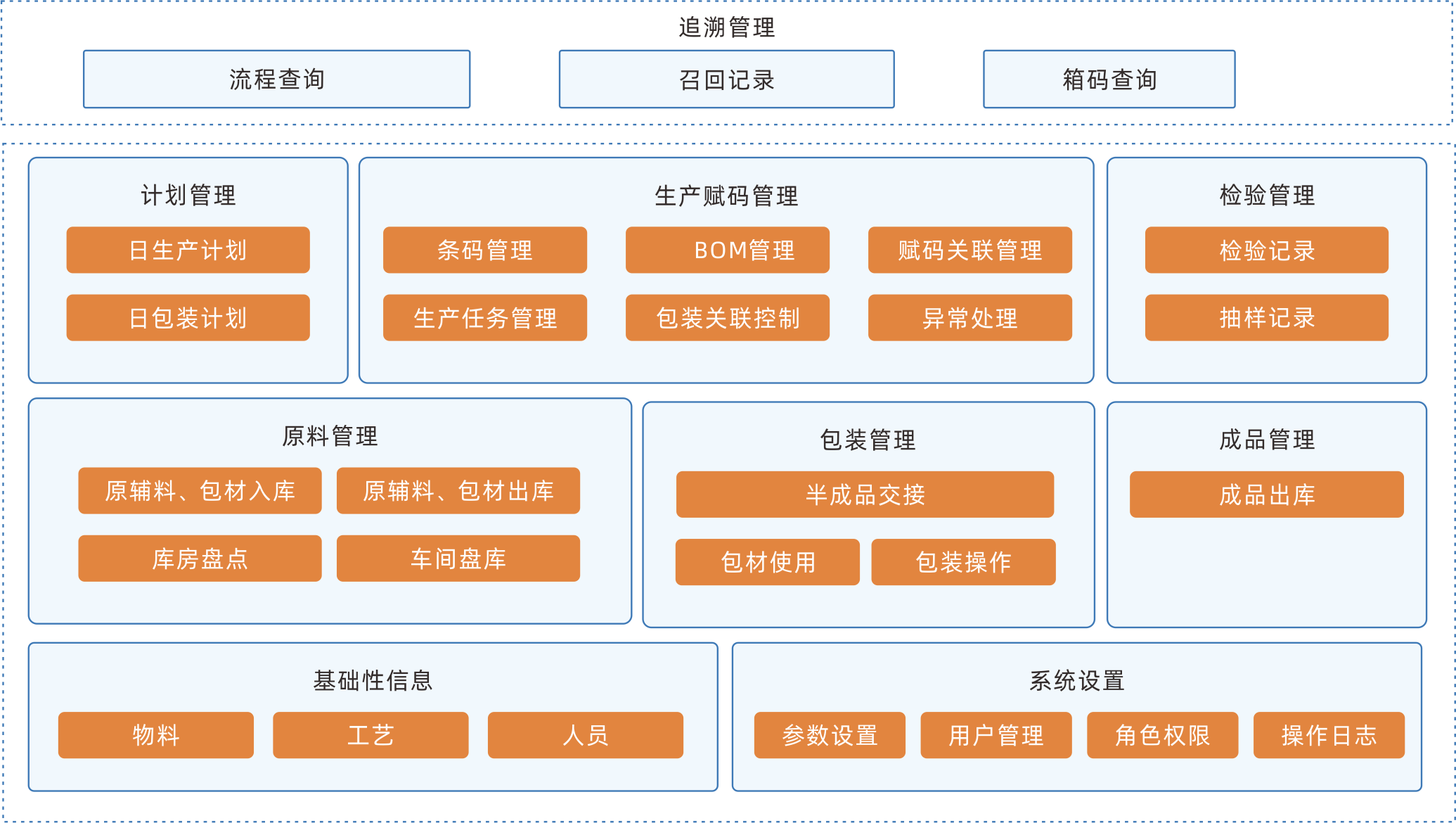
追溯系统对产品的原料、生产过程、流通等环节全部进行扫码标记,建立追溯体系,从而实现产品追溯管理,以便对各个环节的风险进行管控。
追溯一站式服务
实现原料进厂、产品生产、仓储物流、终端销告、市场消费的全程可视化管理,协助企业快速建立满足国家与市场监管的追溯系统。
供应链全程管控
完善企业供应链各环节的计划、协调、操作、控制、优化的活动与过程,获得对整个供应链网络的实时观察。
数据一站式协同
消除信息孤岛,企业数据与全产业链上下游数据可互通互联、实时共享、高效协同。

设备远程维保系统是以数据应用云+智能网关为基础的远程综合管理系统。智能网关与设备端相连自动采集运行状态和相关数据(地理位置、温湿度、压力、转速、流量等),并将信息发送到数据应用云平台。帮助企业实现设备管理、监控、预警、诊断、维护工单管理,为客户提供设备的全生命周期的服务,实现企业资产效益的全面提升。
设备维保
计划制定周期任务生成、完成率统计,全程智能。
设备报修
可以通过平台查看设备的报警和健康状态,同时具备自动报警提醒的功能。
备品备件
库存查询、库存预警、消耗统计、用量分析。
设备维保
计划制定周期任务生成、完成率统计,全程智能。
设备报修
可以通过平台查看设备的报警和健康状态,同时具备自动报警提醒的功能。
备品备件
库存查询、库存预警、消耗统计、用量分析。

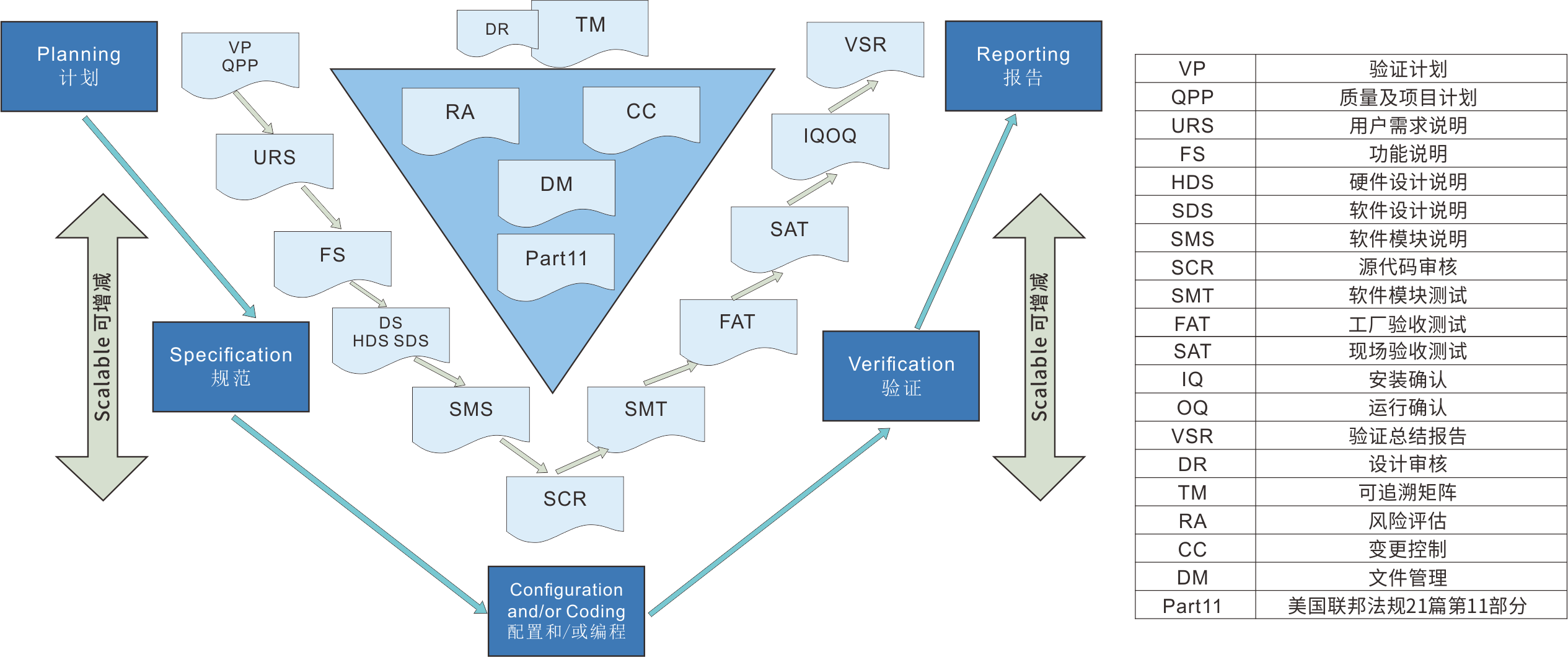
计算机化系统验证是制药及相关行业质量保证中的重要部分,我们“遵从GXP计算,确保系统的实施和应用符合法规的一致性、数据机化系统监管的风险管理方法”完整性要求。
参考法规与指南
FDA21CFR Partll美国联邦法规21篇第11部分电子记录与电子签名。
FDA联邦法规第21篇第210211部分,成品药的现行生产质量管理规范。
欧盟药事法规第4卷GMP,附录11计算机化系统。
2010年修改版GMP,附录1 计算机化系统,附录2 确认与验证。
感谢您对万申智能的支持与信任!请您如实填写下方联系方式,提交后我司会将产品介绍发往您的邮箱, 请注意查收!我司提供专业的产品技术服务,欢迎来电咨询:0795-2197988!


